

新闻中心
NEWS CENTER
为什么要开发氧燃烧嘴?
电炉熔化期,在3根(或单电极)电极的强大电弧作用下,电极下的炉料迅速熔化,将炉内废钢穿成3个井洞。随着穿井区由里向外传热过程的进行,熔化区域从穿井区不断地向外扩展,形成炉料的渐次熔化过程。于是在电极之间靠近炉壁处必然形成3个冷区,从而延长了熔化时间。尤其在采用超高功率(高功率)电弧炉后,冷区的影响更为突出。另外,为了解决电弧炉与连铸的匹配问题,必须提高电弧炉的输入功率,缩短冶炼时间。全世界已普遍采用助熔技术,取得了降低电耗30~70kwh/t,冶炼时间可缩短5~20min,成本降低5~20元/t的效果,采用的燃料一般是天燃气。
什么是水冷炉门碳氧枪
水冷式炉门碳氧枪是指氧气喷吹装置用水进行冷却的炉门吹氧设备。吹氧和喷碳粉可做成一体,亦可分开。合为一体时氧枪头部中心孔为喷碳粉孔,下部氧气喷孔可以单孔也可以二孔,孔与氧枪轴线下偏45°,两孔轴线夹角为30°。氧气喷嘴采用双孔超音速喷嘴设计,以加强喷溅和搅拌的作用。喷嘴马赫数设计范围,根据厂方供氧条件一般选择出口速度范围Ma=1.6~2.2,氧气流量(标态)Q=1800~4000m3/h。吹氧和喷碳分开时,碳粉一般通过炉壁碳枪从炉壁吹入。水冷氧枪是一支专门设计的,由三层钢管(外径φ122~219mm)配合,镶接紫铜喷头的水冷氧枪。
什么是自耗式炉门吹氧设备?
自耗式炉门碳氧枪是指吹氧管和碳粉喷管随着冶炼过程逐渐熔入钢水的一种消耗式设备。自耗管的直径一般比水冷氧枪要小得多,因此吹氧和喷碳比较灵活。自耗式炉门碳氧枪以德国BSE多功能组合枪为代表。
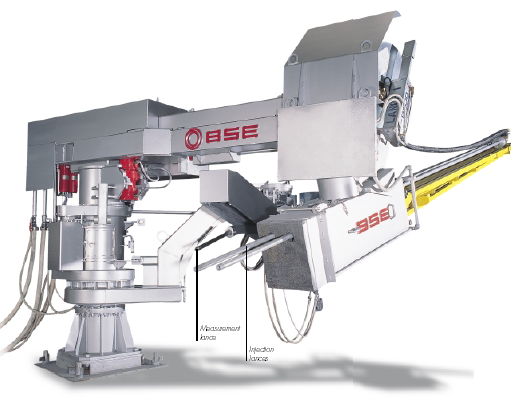
德国BSE公司多功能能组合枪LM2(如图所示),是集合了氧枪和碳枪机械手和侧弯气温取样机械手功能的组合设备。全套LM2机械手由坚固的钢结构组成,和两个旋转手一起安装在一个圆柱上。上旋转手支撑是氧枪和碳枪驱动装置,下旋转手支撑一个供安装测温取样器的底盘。取样测温在不断电、不间断吹氧和吹碳的造作下进行。
新疆八一钢铁有限责任公司70t超高功率直流电弧炉采用德国BSE公司开发的喷枪机械手。大冶特钢70t超高功率电弧炉采用多功能组合枪LM2。
强化用氧工艺设备主要指什么?
一般来讲,电炉主要的吹氧方式包括:炉门吹氧和炉壁吹氧两种方式。与之相对应,主要的强化用氧工艺设备包括:炉门水冷碳氧枪、炉门自耗式氧枪、炉壁氧燃烧嘴、炉壁集束射流氧枪。
为什么氧燃烧嘴不使用空气?
工业上,一般燃烧所需的氧气靠空气提供,但是,由于空气中的氮也被加热到了炉内的温度,当它离开炉子时带走了大量的热量,降低了燃烧效率和损耗了熔化炉料所用的能量。而用纯氧代替空气有两大优点:
(1)提高了火焰温度。如图所示,随着助燃空气中氧气量的增加,火焰温度也增加,在纯氧条件下,火焰温度可达2700—2800℃。
(2)提高了燃烧率。随着烟气温度的升高,空气燃烧率迅速下降,而在用纯氧的情况下,燃烧率降低很少,因而,对于1600℃的烟气温度,纯氧的燃烧率超过70%,而空气燃烧率仅为20%左右如图所示。
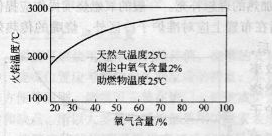
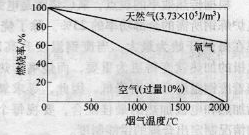
火焰温度与氧气含量关系 燃烧率与烟气稳定的关系

天津喆丰环保科技有限公司